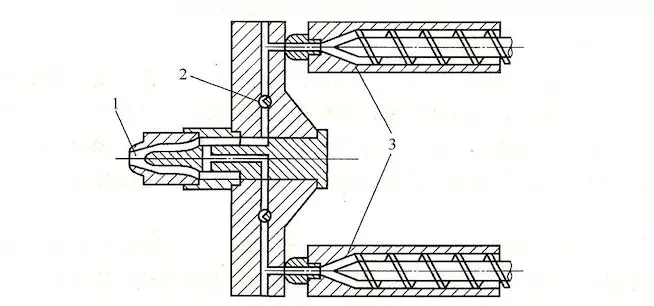

双色注塑制品的成型,是由同一种原料分别混合配制成两种不同的颜色,由两台相同的注塑装置分别塑化注射两种颜色熔料,经由一个喷嘴注入成型模具内。两台注塑装置中熔料的交替经喷嘴的注射动作,由机筒和喷嘴间的程序控制阀动作控制。设备组成示意如下图6-2所示。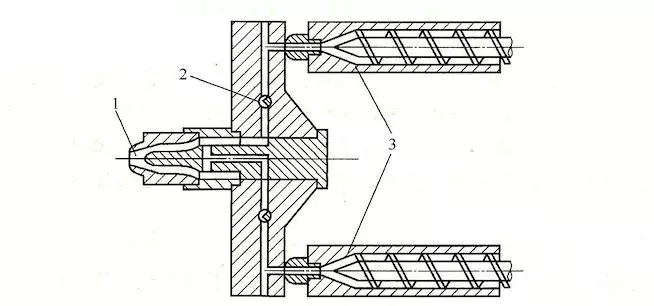
经由一个喷嘴的双色注塑机
1—喷嘴;2—控制阀;3—塑化注射装置
在上图中所示注塑机的喷嘴内,加入一个能旋转的芯棒。塑化注射时,两个塑化注射装置同时、同量、同压力并以相同的注射速把两种不同颜色的熔料,经由同一个旋转芯棒喷嘴,注入成型模具内,这样可制得不同花纹图案的注塑制品。
如下图所示为成型模具旋转双色注塑机,是由两套结构相同的塑化注射装置和两套结构相同的模具组成的。完成第一次注射后,成型模具能旋转换位,然后第二次注入不同颜色的熔料入成型模具内,分两次完成不同颜色的熔料注入同一成型模具内动作,得到双色注塑制品。
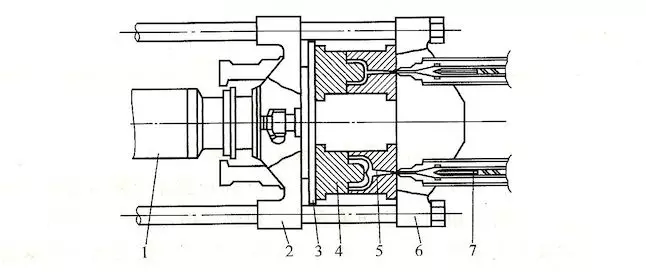
成型模具旋转双色注塑机
1—锁模油缸;2—动模板;3—旋转盘;4一型芯;
5—型腔;6—定模板;7—塑化注射装置
双色注塑成型制品的生产工艺特点如下。
① 双色注塑机由两套结构相同的塑化注射装置组成,喷嘴按生产方法需要具有特殊结构,或配有能旋转换位的结构相同的两组成型模具而组成。工作时,要求两套塑化注射装置中的熔料温度、注射压力、注射量等工艺参数相同,要尽量缩小两套装置中的工艺参数波动差。
② 双色注塑成型与普通注塑成型比较,其注射压力和熔料温度都应采用较高的参数值。这主要是因为双色成型模具流道长,结构比较复杂,注射熔料阻力比较大的关系。
③ 双色注塑制品应采用热稳定性好、熔体黏度低的原料,以避免因熔料温度较高、在流道内停留时间较长而分解。应用较多的原料是聚烯烃、聚苯乙烯和ABS等。
④ 为了两种颜色的熔料在成型模具中能很好地熔接,保证制品质量,注意应采用较高的料温度、较高的模具温度和较高的注射速率。
---END---
润马智能为客户提供的不仅仅是机械手、机器人,更多的是为客户提升竞争力、创造出更大的利益。
点击下面链接,了解我们:
Company Introduction(English )
案例视频链接分享:(点击下面链接观看视频)
更多视频,请关注“润马智能”微信公众号
